Norman Noble offers a variety of surface finishing technologies to meet every implant design specification.
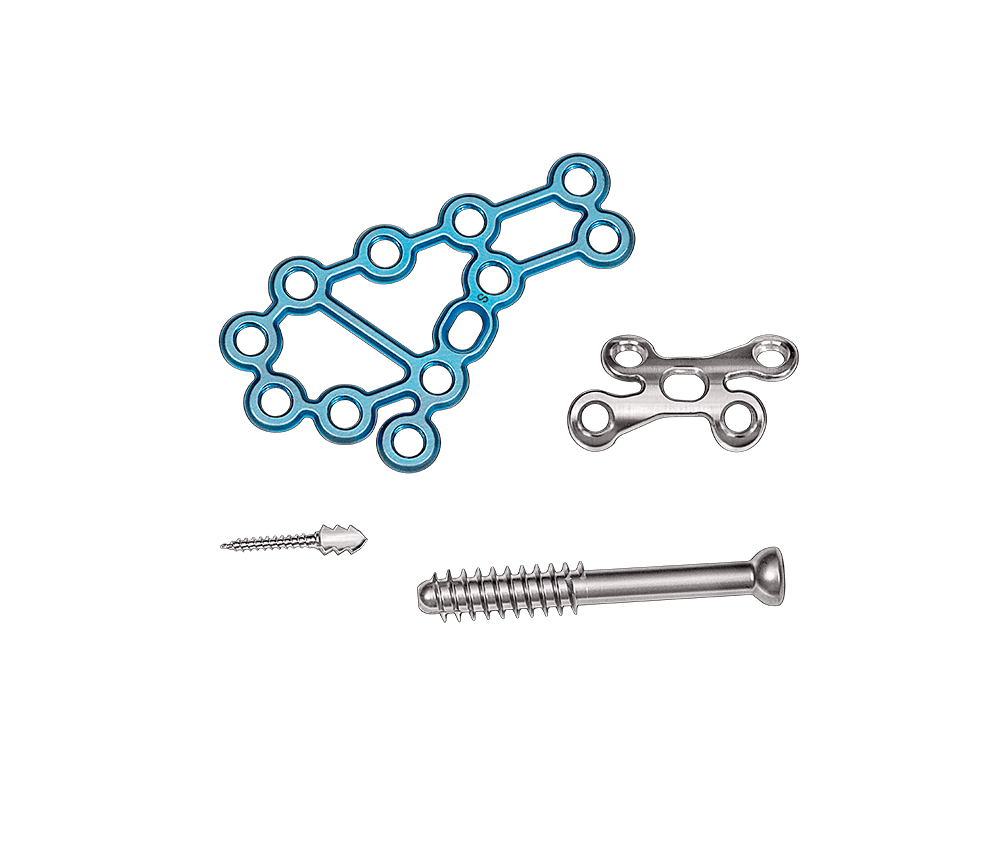
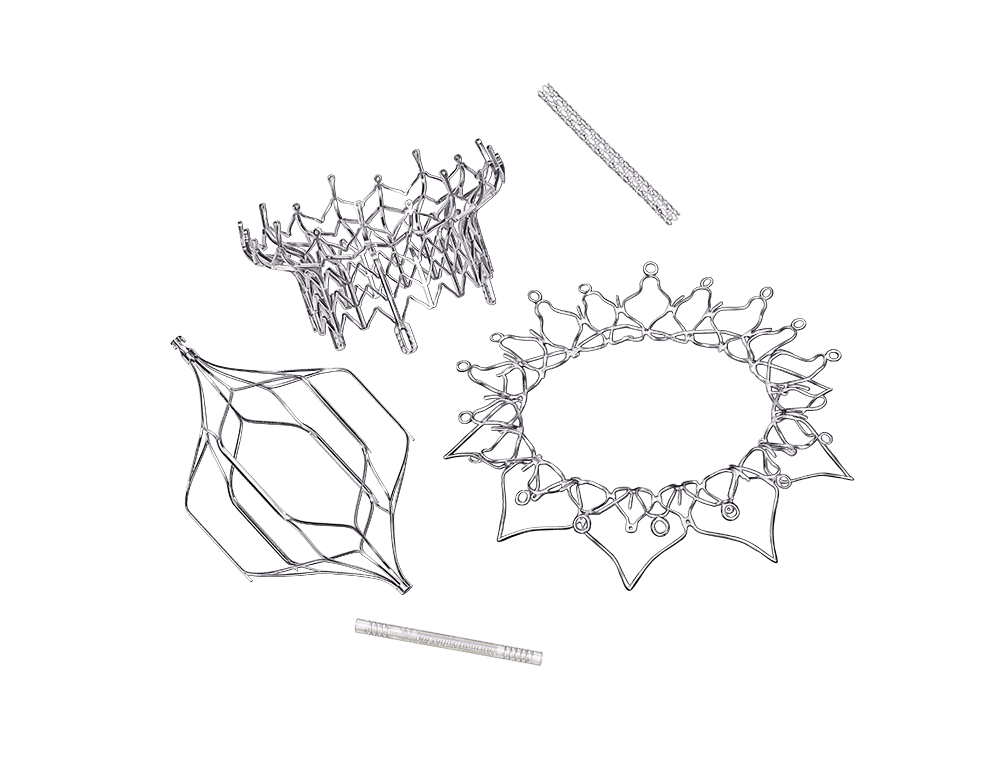
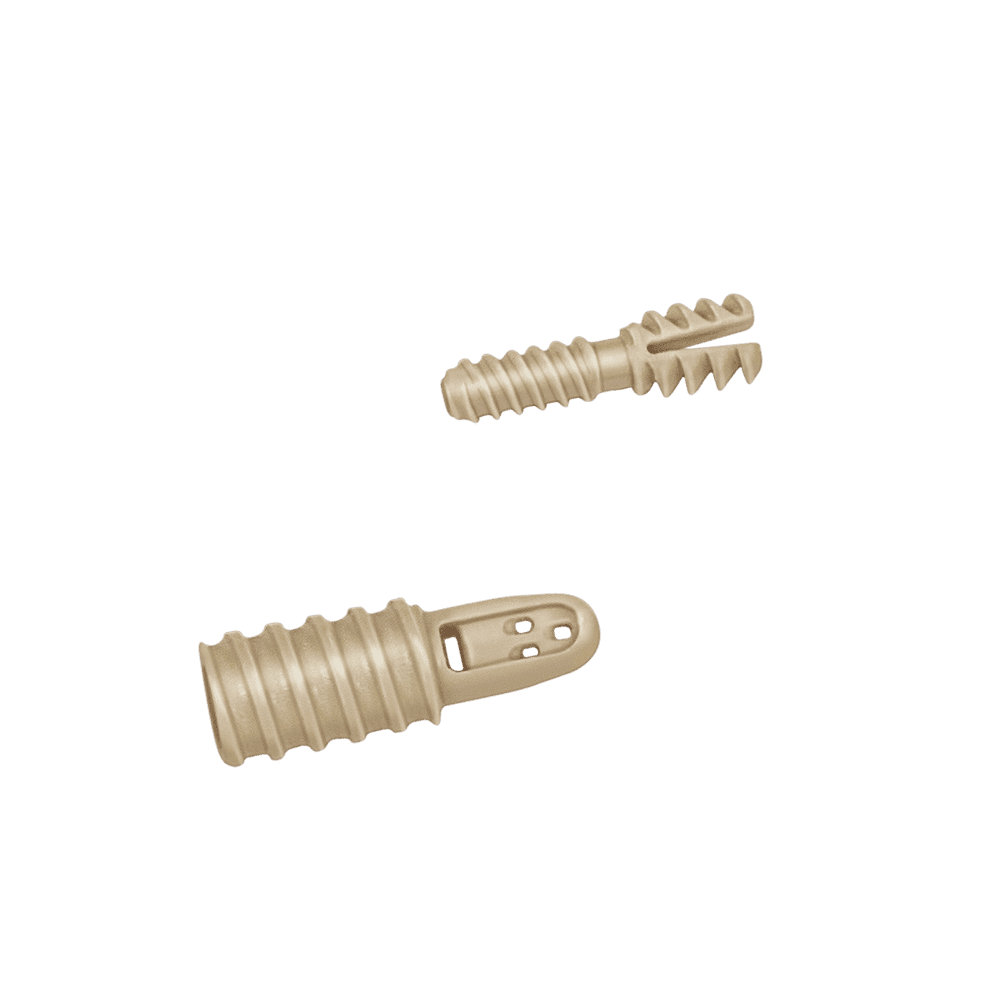
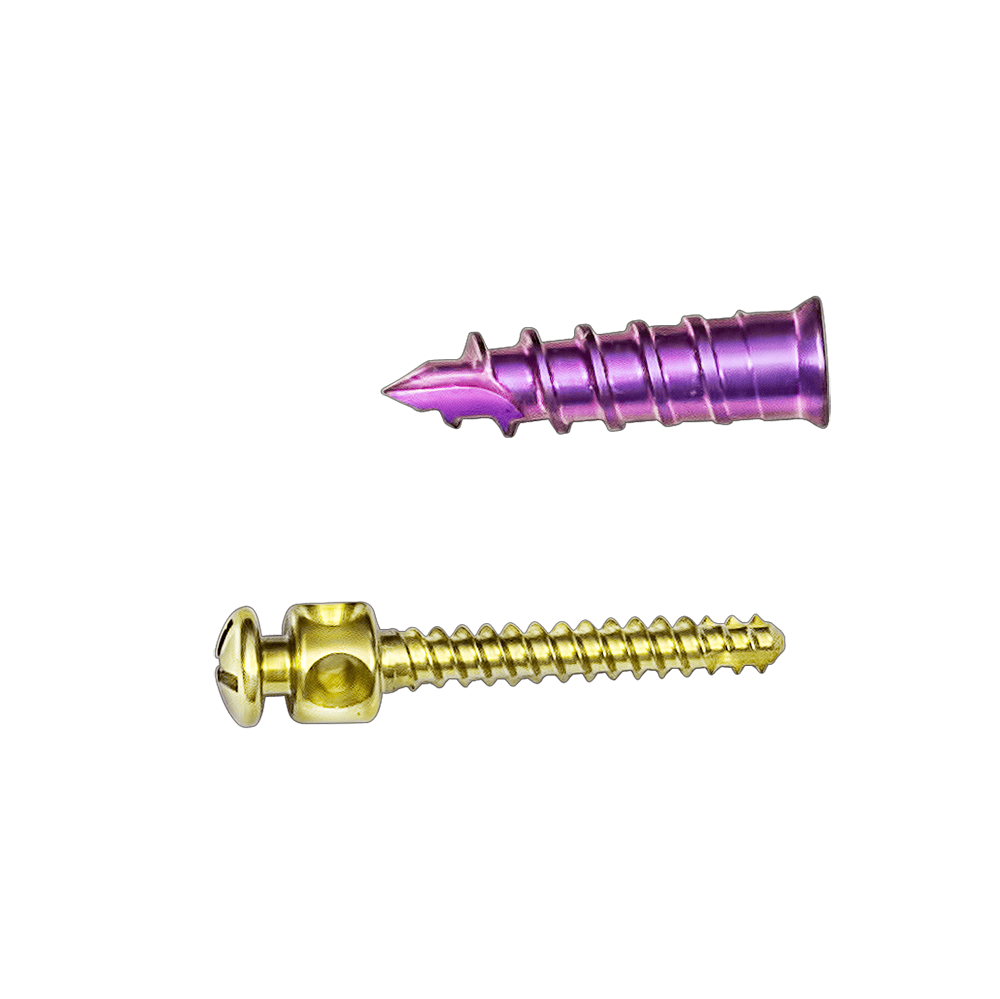
Norman Noble uses specialized and proprietary surface finishing processes during the manufacturing of medical devices and nitinol implants, aerospace components, and commercial parts.
Norman Noble uses specialized and proprietary surface finishing processes during the manufacturing of medical devices and nitinol implants, aerospace components, and commercial parts.