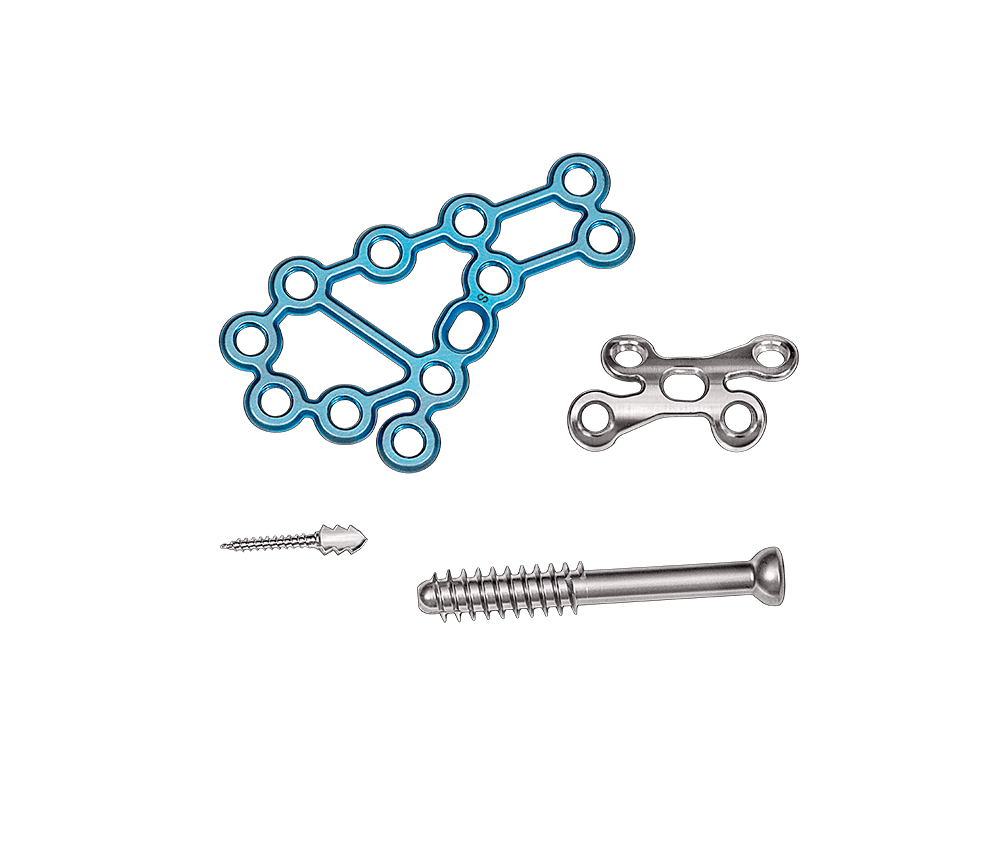
- Titanium Anodizing is often used in the metal finishing of products, especially those used in the medical device and aerospace industries.
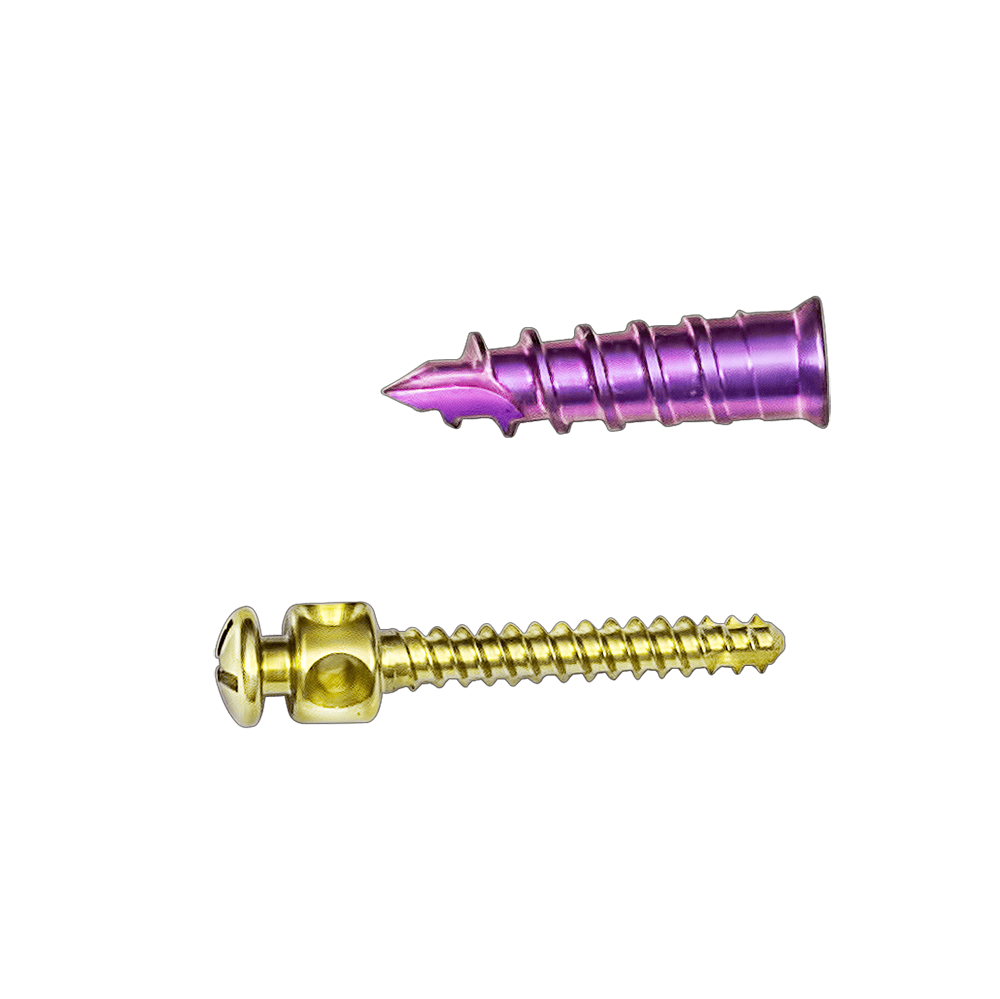
- The process provides the advantages of hardening and coloring the surface of titanium components without altering the mechanical properties of the metal.
- Imparting lasting color to a component's surface allows the easy identification of devices and parts.
- The benefits of this are essential in surgical applications and in the assembly of complex electronic or mechanical devices.